Zinc Nickel Plating: 1,000-Hour Corrosion Protection
Not every component on a vehicle gets a second chance. Brake caliper hardware, chassis fasteners, wheel hub bolts — these parts must perform for the full service life of the vehicle, through monsoons, temperature cycling, road spray, and brake fluid exposure, without a single corrosion failure.
This is exactly why zinc nickel plating exists — and why it has become the corrosion protection specification of choice for India's most demanding automotive OEMs and Tier 1 suppliers.
In this guide, we break down what zinc nickel plating actually is, the engineering science that enables it to deliver over 1,000 hours of salt spray protection, where it is applied across automotive and adjacent industries, and what a professional zinc nickel plating process looks like at SAR Coatings.
What Is Zinc Nickel Plating?
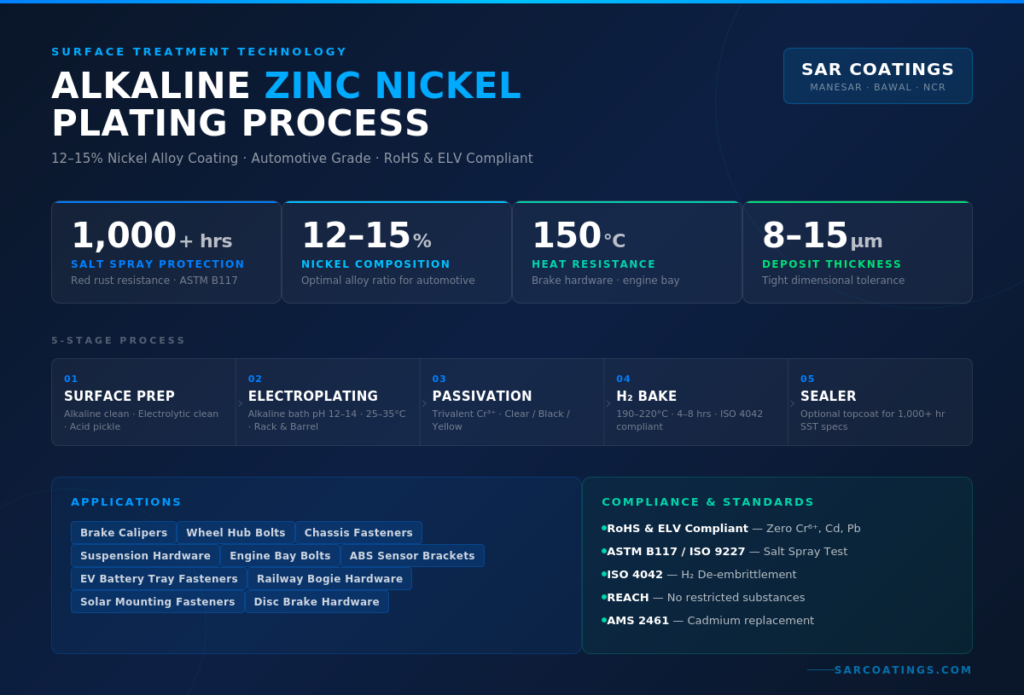
Zinc nickel plating is an alloy electroplating process in which zinc and nickel are co-deposited simultaneously onto a steel or iron substrate from an electrolyte bath — forming a single, unified alloy layer rather than two separate coatings stacked on top of each other.
The standard alloy composition is 12–15% nickel, with the remainder zinc. This specific range is not arbitrary — it has been established through decades of corrosion testing as the composition that delivers the optimal balance of sacrificial corrosion protection, ductility, adhesion, and heat resistance.
The technical term for what makes zinc nickel work is anodic dissolution rate suppression. In plain terms: the nickel in the alloy stabilises the crystal structure of the zinc, causing it to corrode at a dramatically slower rate than pure zinc. When corrosion does eventually begin, it proceeds sacrificially — the coating corrodes preferentially, protecting the steel substrate underneath from red rust.
Alkaline vs Acid Zinc Nickel — Which Process Matters
Zinc nickel plating can be applied from two types of baths: alkaline (pH 12–14) or acid (pH 4–6). The choice is not cosmetic — it has real engineering consequences.
- Alkaline zinc nickel: superior throwing power — meaning it coats deep recesses, blind holes, and complex geometries with exceptional uniformity. This is the process specified by Ford, GM, Hyundai, and most global OEMs for automotive components
- Acid zinc nickel: produces a brighter, more chrome-like appearance but with less uniform distribution on complex parts. Suitable for simpler geometries where aesthetics matter more than coverage uniformity
SAR Coatings operates an alkaline zinc nickel process — the industry benchmark for automotive component quality.
The Zinc Nickel Plating Process: Step by Step
Achieving consistent 1,000+ hour corrosion performance is not a function of the coating alone — it is the result of a tightly controlled, multi-step process where each stage is critical.
Stage 1 — Surface Preparation
- Alkaline soak cleaning: removes oils, greases, and drawing compounds from machining
- Electrolytic cleaning: removes tenacious oxide layers using applied current
- Acid pickling: dissolves residual scale and activates the steel surface for plating
Surface preparation is the single most important variable in plating quality. A poorly prepared surface will produce a coating with poor adhesion regardless of how well the plating bath is managed.
Stage 2 — Electroplating
- Parts are racked or loaded into barrels depending on geometry and volume
- Immersed in the alkaline Zn-Ni electrolyte bath (pH 12–14)
- Direct current applied — zinc and nickel ions co-deposit onto the substrate
- Nickel content maintained at 12–15% by weight through controlled bath chemistry and current density
- Typical deposit thickness: 8–15 microns for automotive applications
Stage 3 — Passivation
A trivalent chromate conversion coating is applied immediately after plating. This passivation layer significantly boosts the coating's corrosion resistance by sealing microscopic pores and creating an additional protective barrier.
- Clear trivalent passivation: bright silver-blue finish — standard for most automotive applications
- Black trivalent passivation: deep matte black — widely specified for underhood, suspension, and brake hardware
- Yellow passivation: iridescent gold — used where colour-coding is required for torque identification
Stage 4 — Hydrogen De-embrittlement Bake (Optional)
For high-tensile fasteners — Grade 10.9 and 12.9, or any part with hardness above 36 HRC — a post-plate bake at 190–220°C for a minimum of 4–8 hours is mandatory per ISO 4042. This drives out atomic hydrogen that may have been absorbed during the plating process, preventing the risk of hydrogen embrittlement-induced delayed fracture under service load.
Stage 5 — Sealer (Optional)
For applications demanding the highest possible SST performance — such as export market components or parts subjected to particularly aggressive environments — a topcoat sealer is applied over the passivation layer. This can push SST performance beyond 1,000 hours and further enhance chemical resistance.
1,000-Hour Salt Spray Performance: What It Actually Means
The salt spray test (SST), conducted per ASTM B117 / ISO 9227, is the universally accepted accelerated corrosion test used by automotive OEMs to evaluate coating durability. Parts are exposed to a continuous mist of 5% NaCl solution at 35°C — a deliberately aggressive environment designed to simulate years of real-world exposure in a matter of days or weeks.
A properly applied alkaline zinc nickel coating at 12–15% Ni achieves:
- 240–500+ hours to first white rust (zinc corrosion product — cosmetic degradation, not structural failure)
- 720–1,000+ hours to first red rust (base metal corrosion — the true structural failure point)
- 1,000+ hours with sealer topcoat — achievable for premium specifications
To put this in context: OEM warranty periods for corrosion on underbody and structural components in India are typically 3–5 years in real-world service. The 1,000-hour SST threshold is the validated proxy that correlates with this service life expectation under Indian road and climate conditions.
At SAR Coatings, every production batch is backed by in-house salt spray test reports with full batch traceability — so you have documented evidence of coating performance, not just a process claim.
Why Automotive OEMs Specify Zinc Nickel Plating
The specification of zinc nickel by global OEMs is driven by a specific cluster of engineering requirements that the coating uniquely satisfies together — not any single property in isolation.
Heat Resistance up to 150°C
Standard zinc coatings begin to lose corrosion resistance above 70°C as the chromate passivation degrades. Zinc nickel retains its protective integrity up to 150°C — making it the right choice for brake hardware, engine bay fasteners, exhaust mounting brackets, and any component that experiences significant thermal cycling in service.
Controlled Hydrogen Embrittlement Risk
High-tensile fasteners — particularly those used in safety-critical joints like wheel hubs, suspension subframes, and engine mounts — are vulnerable to hydrogen embrittlement during electroplating. The alkaline zinc nickel process generates significantly less hydrogen than acid alternatives, and combined with the mandatory post-plate bake, makes it the safest electroplating process for high-tensile steel fasteners.
Dimensional Tolerance Preservation
At 8–15 microns of deposit thickness, zinc nickel adds minimal dimensional buildup. This is critical for threaded fasteners where thread form must be preserved within tolerance after plating, and for precision-fit components where post-plate gauging is required. The tight dimensional control of alkaline zinc nickel is a key reason why it is so widely specified for metric fasteners in the automotive sector.
Full Regulatory Compliance
Zinc nickel with trivalent passivation is fully compliant with EU ELV Directive (2000/53/EC), RoHS, and REACH — containing no hexavalent chromium (Cr6+), cadmium, lead, or other restricted substances. For Indian Tier 1 suppliers exporting to European OEM supply chains, this compliance is not optional — it is a baseline requirement for supplier approval.
Aesthetic Versatility
Between clear, black, and yellow passivation options, zinc nickel plating covers a wide range of appearance requirements without compromising corrosion performance. This makes it suitable for both visible under-bonnet components and hidden structural parts within a single process capability.
Zinc Nickel Plating for Electric Vehicles: A Growing Specification
The shift to electric vehicles is reshaping corrosion protection requirements in India's automotive supply chain — and zinc nickel is emerging as the defining coating of the EV era for three specific reasons.
Battery Enclosure and High-Voltage Hardware
EV battery tray fasteners and high-voltage connector hardware demand tighter dimensional tolerances, non-conductive passivation options, and guaranteed corrosion resistance over 8–10 year battery warranty periods. Alkaline zinc nickel, at 8–12 microns, satisfies all three.
Regenerative Braking and Moisture Cycling
EV brake systems use regenerative braking as the primary deceleration mechanism, meaning friction brakes are used less frequently. Less frequent heat cycling means brake hardware stays cooler — but cooler hardware is also more susceptible to moisture retention and corrosion between braking events. Zinc nickel's 1,000+ hour SST performance provides the margin needed to keep brake hardware corrosion-free over the vehicle's life.
Mixed-Material Structures and Galvanic Corrosion
EV platforms rely heavily on aluminium and mixed-material structures for weight reduction. This introduces galvanic corrosion risk at steel-aluminium interfaces. Zinc nickel's controlled electrochemical potential makes it significantly more compatible with aluminium than standard zinc, reducing galvanic acceleration at critical joints.
Global EV OEMs including Hyundai, Kia, BMW, and Volkswagen are already specifying alkaline zinc nickel for battery tray fasteners, suspension components, and braking hardware. Indian Tier 1 suppliers targeting EV platform business need zinc nickel plating capability as a baseline qualification requirement.
Where Zinc Nickel Plating Is Applied: Key Industries and Components
Automotive — Primary Application
- Brake calipers, guide pins, and caliper bracket bolts
- Disc brake hardware: abutment clips, pad retainers, anti-rattle springs
- Wheel hub bolts and lug nuts (Grade 10.9 — mandatory de-embrittlement bake)
- Chassis and subframe fasteners
- Engine bay structural fasteners (Grade 8.8 to 12.9)
- Fuel system brackets, clamps, and mounting hardware
- ABS sensor brackets, tone rings, and wheel speed sensor hardware
- Suspension components: control arm bolts, stabiliser bar end links
- EV battery tray fasteners and high-voltage enclosure hardware
Railways
- Coach and bogie structural fasteners (RDSO specifications require 720–1,000 hr SST)
- Underframe mounting hardware exposed to track splash and chemical environments
- Pantograph and roof-mounted hardware subject to outdoor weathering
Solar Energy
- Module mounting structure fasteners exposed to continuous UV, moisture, and thermal cycling
- Tracker mechanism hardware requiring 20-year service life with minimal maintenance
Defence and Aerospace
- Zinc nickel is a validated cadmium replacement per AMS 2461 for non-structural aerospace fasteners
- Growing specification in Indian defence procurement as cadmium plating is progressively phased out
Zinc Nickel Plating at SAR Coatings, Manesar
SAR Coatings operates alkaline zinc nickel plating lines at our Manesar and Bawal facilities, serving automotive OEM supply chains across the NCR and Haryana belt. Our capability covers both rack and barrel process configurations.
Process Capability
- Alkaline Zn-Ni bath with globally sourced chemical systems — Ni% controlled at 12–15% with Hull cell verification every shift
- Rack process: ideal for large, complex components such as calipers, brackets, and subframe hardware
- Barrel process: ideal for high-volume small fasteners — bolts, nuts, washers, clips
- Passivation options: clear trivalent, black trivalent, yellow
- Post-plate hydrogen de-embrittlement baking facility — 190–220°C, 4–8 hours, per ISO 4042
- Optional sealer topcoat for 1,000+ hour SST specifications
Quality and Testing
- In-house salt spray testing chamber (ASTM B117 / ISO 9227) with batch-level traceability reports
- Coating thickness verification by X-ray fluorescence (XRF) per batch
- SCADA-monitored bath parameters: pH, temperature, current density, Ni% — logged per shift
- Zero warranty failures on record across 170+ active customers
- Supplier to Tier 1 customers serving Maruti Suzuki, Toyota, Hyundai, Tata Motors, Mahindra, BMW, Volvo, and Kia
Frequently Asked Questions — Zinc Nickel Plating
What does 12–15% nickel content in zinc nickel plating mean?
It refers to the proportion of nickel by weight in the deposited alloy. A coating with 12–15% Ni and 85–88% Zn has been established through decades of corrosion testing as the optimal composition for automotive applications — delivering the best balance of SST performance, ductility, and heat resistance. Compositions below 12% Ni reduce corrosion performance; above 15% Ni can reduce sacrificial protection and increase brittleness.
How many SST hours does zinc nickel plating deliver?
A properly applied alkaline zinc nickel coating at 12–15% Ni achieves 720–1,000 hours to first red rust per ASTM B117 / ISO 9227. With a sealer topcoat, performance can exceed 1,000 hours. At SAR Coatings, every batch is tested in-house with a traceable SST report.
Is zinc nickel plating suitable for Grade 10.9 and 12.9 fasteners?
Yes — with a mandatory post-plate hydrogen de-embrittlement bake. Per ISO 4042, all fasteners with hardness above 36 HRC or tensile strength above 1,040 MPa must be baked at 190–220°C for a minimum of 4 hours after plating to drive out absorbed hydrogen and eliminate embrittlement risk. SAR Coatings has a dedicated baking facility for this purpose.
What finish options are available in zinc nickel plating?
Three trivalent passivation options: clear (bright silver-blue), black (matte black), and yellow (iridescent gold). All three are RoHS and ELV compliant — no hexavalent chromium. Black zinc nickel is increasingly specified for underhood and suspension components where both performance and aesthetics are required.
What is the typical coating thickness for automotive zinc nickel plating?
Standard automotive specifications call for 8–15 microns of zinc nickel deposit. This range provides excellent corrosion performance while preserving dimensional tolerances on threaded and precision-fit components. Thickness is verified by XRF measurement per batch at SAR Coatings.
Does SAR Coatings supply zinc nickel plating to EV component manufacturers?
Yes. Our alkaline zinc nickel lines are equipped to handle EV-specific requirements including battery tray fastener specifications, tight dimensional tolerances, and extended SST documentation requirements. We supply Tier 1 customers serving multiple OEM EV platforms active in India.
What is the lead time for zinc nickel plating at SAR Coatings?
Standard lead time is 3–5 working days depending on batch volume and component geometry. For first-article approval (FAI) requirements, our technical team provides full documentation including SST reports, XRF thickness certificates, and process records. Contact our team for specific lead time discussions on your components.
Conclusion: 1,000 Hours of Protection, Built Into Every Batch
Zinc nickel plating is not a new technology — it has been the corrosion protection standard in global automotive supply chains for decades. What is changing is its penetration into India's domestic OEM supply base, driven by tightening warranty requirements, EV platform specifications, and the phaseout of cadmium plating across export-facing supply chains.
For Tier 1 and Tier 2 suppliers in India's automotive corridor — particularly in Manesar, Bawal, Gurgaon, and the broader NCR belt — zinc nickel plating capability is rapidly becoming a qualification prerequisite, not a premium option.
SAR Coatings' alkaline zinc nickel lines in Manesar and Bawal are equipped to support your qualification journey from first-article inspection to full production volume — with in-house SST documentation, XRF thickness verification, and a process that has delivered zero warranty failures across 170+ customers.
Latest News
Zinc Nickel Plating: 1,000-Hour Corrosion…
15/03/2026
Zinc Nickel Plating : 7…
11/03/2026